
การตรวจสอบความสั่นสะเทือน (Vibration Monitoring) ในเครื่องจักรอุตสาหกรรม
ในการตรวจสอบ หรือการบ่งบอกสุขภาพของเครื่องจักรโรงงาน เราจะรู้ได้อย่างไรว่า? เครื่องจักรตัวนี้สุขภาพแข็งแรง เครื่องจักรตัวนี้สุขภาพไม่ดีละ เริ่มป่วย หรือกรณีแย่ที่สุดคือ เครื่องจักรอาการแย่แล้วจนกระทั่งโคม่า
เราจะใช้อะไรเป็นตัววัดดีครับ ? ถ้าเปรียบเป็นคนอาจจะให้คุณหมอเข้ามาตรวจ ช่องปาก ลำคอ เสมหะ อาการหนาวสั่นหรือ อุณหภูมิที่หน้าผาก ใช่มั้ยครับ
ซึ่งถ้าเปรียบคล้ายๆกัน กับเครื่องจักรแล้วหละก็ อาจจะเป็น สารหล่อลื่น (น้ำมัน) อุณหภูมิ การสั่นสะเทือน หรือ การกัดกร่อน (สนิม) ต่างๆ ซึ่งหนึ่งในตัววัดที่ได้ประสิทธิภาพดีมากๆ และสามารถบ่งชี้อาการของเครื่องจักร ไม่ว่าจะเป็นเรื่อง Unbalance, Shaft Alignment, Cavitation หรือ ปัญหา Bearing ก็สามารถบอกได้ ซึ่งความแม่นนี้ยิ่งกว่าการทำนายของหมอดูดังๆอีกนะครับ ซึ่งหลักการการวัดการสั่นสะเทือนก็ไม่ได้เป็นเวมมนตร์หรืออะไรที่อัศจรรย์หรอกนะครับ แต่ทว่ามาจากหลักการทางคณิตศาสตร์ของ Fourier transform ที่เปลี่ยน Time-wave form ให้กลายเป็น Frequency wave form นั้นเอง
วันนี้ทางเพจนายช่างมาแชร์ขอพาเพื่อนๆ มาทำความรู้จัก หลักการเบื้องต้น และทฤษฎี ของการวัดการสั่นสะเทือนให้สามารถเข้าใจง่ายๆตามสไตล์ช่าง กันนะครับ
มาทำความรู้จักการสั่นสะเทือน หรือ Vibration กันเถอะ
เรามาทำความรู้จักกับความสั่นสะเทือนก่อนนะครับ ว่าที่เราเห็นเครื่องจักรสั่นๆอยู่เนี่ย จริงๆแล้ว การสั่น จะประกอบด้วนองค์ประกอบหลักๆ แค่ 3 อย่างเองนะครับ นั้นคือ
1. ปริมาณการสั่น หรือ Amplitude พูดง่ายๆก็คือ สั่นแรงไม่แรงนะครับ
2. ช่วงเวลาการสั่น หรือ ความถี่ (Frequency) บ่งบอกจำนวนครั้งในการสั่นต่อช่วงเวลา
3. เฟส (Phase) ซึ่งบ่งบอกว่า การสั่นเป็นการสั่นในรูปแบบไหน
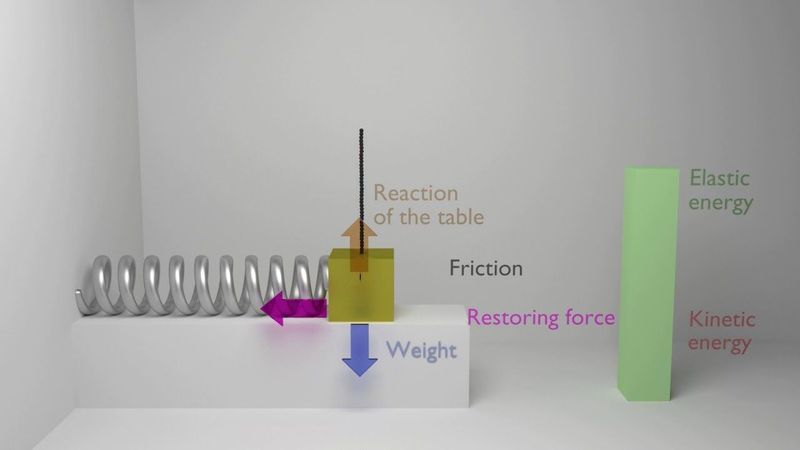
และโดยนิยามถ้าเป็นในเชิงวิชาการก็คือ “การเคลื่อนที่กลับไปกลับมาของวัตถุนั้นๆ” นะครับ ซึ่งผมขอยกตัวอย่างวัตถุติดสปริงอย่างง่าย เพื่อพูดถึงทฤษฎีในการสั่นสะเทือนนะครับ เพื่อให้เห็นภาพนะครับ
โดยถ้าเรามีวัตถุติดสปริงดังภาพ โดยไม่มีแรงกระทำใดๆมากระทำต่อวัตถุเลย วัตถุนั้นก็จะอยู่ที่จุดสมดุล หรือ Neutral position
หากเราออกแรงกระทำ โดยการกดวัตถุเข้าไปดังภาพ วัตถุก็จะเคลื่อนที่ไปด้านเดียวกับแรงกด และทำการยุบสปริง
และเมื่อทำการปล่อยวัตถุจากตำแหน่งที่เราออกแรงไป วัตถุจะเคลื่อนที่ลงมา จนเลยจุดสมดุล และเคลื่อนที่ลงมายังจุดด้านล่าง (ซึ่งระยะด้านบนที่เราออกแรงไป จะเท่ากับระบะด้านล่างที่ลงมา) ถ้าดูจากภาพระยะ Upper limit จะเท่ากันกับระยะ Lower limit
จากนั้นเมื่อวัตถุอยู่ตำแหน่งล่างสุด หรือ Lower limit วัตถุตัวนี้ก็จะดีดกลับไปทางเดิม คือผ่าน Neutral position และกลับไปแตะที่ตำแหน่ง Upper limit อีกครั้งครับ และจะเป็นอย่างนี้ไปเรื่อยๆ หรือ ที่เราเรียกว่า Occasionally motion
ซึ่งถ้าเราแอบติดปากกาไว้ และให้ปากกานั้นเขียนลงในกระดาษเราก็จะได้กราฟ Sine wave form ดังที่เราคุ้นเคยกันนะครับ
ดังนั้นเราจะได้ความสัมพันธ์ของสมการเชิงคณิตศาสตร์ดังนี้นะครับ
อะไรคือ Vibration และสามารถทำนายคุณภาพของเครื่องจักรได้อย่างไร ?
ในการทำนายและการตรวจสอบการสั่นสะเทือนของเครื่องจักร เราสามารถทำนายสุขภาพของเครื่องจักรว่า “มีความผิดปกติจากเรื่องอะไร และร้ายแรงแค่ไหน” ได้จากการที่เราใช้ความสัมพันธ์ของการสั่นสะเทือนที่เราได้บอกไปขั้นต้นถึงเรื่องของ Amplitude, Frequency, phase
การตรวจจับความเสียหายจักรด้วยผลการสั่นสะเทือนตามเวลาใช้งาน (Overall Vibration Trend)
เริ่มต้นจากการที่เราดูเครื่องจักรในภาพรวมก่อนว่าเสียหายหรือไม่ ? ซึ่งเราจะดู “ผลรวมของ Amplitude ของค่า Vibration ตามคาบเวลา” หรือ “Overall vibration trend” หากเพื่อนๆนึกภาพ อาจจะมองนึกถึงปั้มตัวนึงที่ซื้อมาใหม่ๆเลย ซึ่งแน่นอนว่าค่า Vibration จะมีค่าที่ต่ำมากๆเลยครับ เพราะยังไม่ได้ผ่านการใช้งานและสึกหรอ ซึ่งความเสียหายในเครื่องจักรกลกว่า 51% ก็จะมาจากตลับลูกปืน หรือ Bearing นะครับ ซึ่งเป็นตัวรับภาระ หรือ Load ของเครื่องจักรกลนะครับผม (รายละเอียดตามภาพด้านล่างนะครับ)
ซึ่งหากเราใช้งานไปซักระยะ แน่นอนว่าเครื่องจักรทุกๆตัว ก็จะมีการสึกหรอไปเรื่อยๆไม่มากก็น้อย ค่าความสั่นสะเทือน หรือ Vibration ก็จะค่อยๆเพิ่มขึ้นมา จนถึงค่าๆหนึ่ง ค่าที่ความสั่นสะเทือนเกินค่ามาตราฐาน มันก็จะแจ้งเตือนเรามาแล้วว่า “มีความผิดปกติ”
ซึ่งเจ้าค่าที่แจ้งเตือนเรา หรือ alarm เนี่ยครับ ก็จะคล้ายๆ ใบเหลือง ใบแดงในกีฬาฟุตบอลเลย หรือนับเป็น Alarm1 และ Alarm2 นะครับ
Alarm1 ก็จะคล้ายๆใบเหลืองคอยบอกว่า เริ่มมีความผิดปกติแล้วนะ เตรียม spare parts เพื่อซ่อมได้แล้วนะ แต่ก็มีเวลาให้เราเตรียมตัว หรือแก้ไขความผิดปกติก่อนที่จะเสียหายหนักมากไปกว่านี้
Alarm2 ก็จะคล้ายๆใบแดงในกีฬาฟุตบอลเหมือนกัน ก็คือว่า สุขภาพของเครื่องจักรเริ่มไปไม่ไหวละนะ ต้องเข้าไปแก้ไขทันที ไม่งั้นเครื่องจักรของเพื่อนๆ อาจจะน๊อคสลบคาโรงงานก็เป็นไปได้ครับ
แต่รายละเอียดในการแจ้งเตือนก็จพขึ้นอยู่กับการ Set ค่าตามมาตราฐานนะครับ ซึ่งก็จะแตกต่างไปตามชนิดเครื่องจักร และแผนกลยุทธของแต่ละโรงงานด้วย แต่ที่ใช้งานทั่วๆไปอาจจะเป็น ISO-10816 นะครับ
การวิเคราะห์ปัญหาและการบ่งชี้ด้วย Spectrum และ FFT analysis
หลังจากที่เรารู้ว่าเครื่องจักรมีปัญหาเรื่องการสะเทือน เราอาจจะต้องรู้เพิ่มด้วยว่า “จริงๆแล้ว สาเหตุมาจากอะไร” เพื่อที่จะได้เตรียมรับมือ และเตรียมขอได้อย่างถูกต้องครับ
ซึ่งผมขอยกตัวอย่างเพื่อความเข้าใจนะครับ อย่างเช่น ปัญหาของเครื่องจักรระหว่างปัญหา Unbalancing กับปัญหาที่ Bearing มีการหล่อลื่นที่ไม่เพียงพอ (Lack of lubrication)
ปัญหาแรก Unbalancing เกิดจากการไม่ได้ศูนย์ของเครื่องจักร ซึ่งเกิดจากมวลขนาดใหญ่ที่ไม่ได้สมดุล จึงทำให้มีลักษณะของการสั่นสะเทือนที่มี Amplitude สูง และช่วงความถี่ต่ำ (ประมาณ 1 เท่าของความเร็วรอบ) และเฟสต่างกันค่าหนึ่ง (ขึ้นอยู่กับว่าเป็น unbalance แบบไหน)
ส่วนปัญหาที่สอง ปัญหาสารหล่อลื่นในตลับลูกปืนไม่เพียงพอ (Lack of lubrication) ซึ่งปัญหานี้ลักษณะเป็นเหมือนรอยเล็กๆในตลับลูกปืน แต่การหมุน 1 รอบของเครื่องจักร จะทำให้มีลูกปืนจำนวนหลายลูกเคลื่อนที่ผ่านรอยแผลเล็กๆนี้ จึงทำให้เกิดลักษณะของการสั่นสะเทือนในลักษณะที่ว่า Amplitude จะต่ำ แต่การเกิดจะเกิดที่ตำแหน่งความถี่สูงๆ ครับ
ซึ่งถ้าหากเปลี่ยนเทียบลักษณะความผิดปกติของทั้งสองแบบ เพื่อนๆจะสังเกตุได้ว่ามีลักษณะที่ไม่เหมือนกันใช่ไหมครับ ดังนั้นด้วยคุณลักษณะที่แตกต่างกันของความสั่นสะเทือนจึงทำให้เราทำนายได้ว่า ความเสียหายนั้นเกิดขึ้นเนื่องจากสาเหตุอะไรได้ครับผม
ซึ่งการบ่งบอกว่าความเสียหายเกิดที่ความถี่เท่าไหร่ และมีลักษณะกราฟแบบไหนก็เกิดจากการที่เราแปลงกราฟการสั่นสะเทือนจากในรูปแบบ Time-Domain ให้อยู่ในรูปแบบ Frequency domain ด้วยความสัมพันธ์ทางคณิตศาสตร์ด้วยหลัก Fast Fourier Transform จากท่านนักวิทยาศาสตร์และคณิตศาสตร์ชาวฝรั่สเศส Jean-Baptiste Joseph Fourier นั้นเองครับผม

ลักษณะการวัดการสั่นสะเทือนในเครื่องจักรอุตสาหกรรม
หลังจากที่เราได้ทำการเกรินเรื่องลักษณะการสั่นสะเทือนไปแล้ว เรามาดูอุปกรณ์ของการวัดความสะเทือนในเครื่องจักรอุตสาหกรรมจริงๆว่าเป็นอย่างไรกันบ้างครับ
เริ่มต้นที่อุปกรณ์เครื่องมือก่อนนะครับ โดยการวัดความสั่นสะเทือนจะประกอบด้วยอุปกรณ์ดังนี้นะครับ
Sensor หรือ Vibration Probe – ทำหน้าที่ในการรับสัญญาณการสั่นสะเทือนเข้ามา
ตัวส่งสัญญาณ – ทำหน้าที่ในการส่งถ่ายสัญญาณมายังตัวรับต่อไป ซึ่งอาจจะเป็นในรูปแบบของสายส่งสัญญาณ หรือ จะเป็นการส่งข้อมูลผ่านระบบเทคโนโลยีแบบไร้สาย เช่น คลื่นวิทยุ, WIFI, 4G, 5G ก็ได้นะครับ
Analyzer – ทำหน้าที่ในการแปลงสัญญาณให้เป็นแบบ FFT (Fast Fourier Transform) และนำไปแสดงผลต่อไป
Monitor – เป็นจอแสดงผลการวัด ซึ่งจะแสดงค่าที่เราเก็บมาได้ออกมาอยู่ในรูปแบบต่างๆ เช่น Time domain หรือ Frequency domain spectrum ต่างๆครับ
โดยพื้นฐานในการส่งสัญญาณการวัดการสั่นสะเทือน (อันนี้พื้นฐานนะครับ)
ซึ่งรายละเอียดในการอ่านค่า Spectrum และสัญญาณความถี่ต่างๆขอลงลึกในบทความถัดๆไปนะครับ (มันจะยาวมากๆ)
ประโยชน์ของการทำ Vibration monitoring และแผนการซ่อมบำรุงแบบ Condition based monitoring
เรามาดูประโยชน์คร่าวๆของการทำการวัดการสั่นสะเทือนกันนะครับ ซึ่งการวัดการสั่นสะเทือนปกติเค้าก็จะวัดกันเป็นรอบๆตามเวลานะครับ อาจจะ 3, 6 เดือน หรือ ปี นึง ขึ้นอยู่กับความสำคัญของเครื่องจักร และกลยุทธของโรงงานในการวางแผนซ่อมบำรุง
ซึ่งประโยชน์ที่เห็นได้อย่างเด่นและชัดเจนข้อแรกคือ เราจะรู้สุขภาพของเครื่องจักร และสามารถป้องกันเครื่องจักรพังเสียหายโดยกระทันหันโดยที่ยังไม่ได้เตรียมตัวเตรียมใจ หรือ Unplanned breakdown นะครับ
ซึ่งเพื่อนๆลองคิดดูว่า ถ้าเพื่อนๆเป็นเจ้าของโรงงานผลิตสินค้าต้องให้ส่งทันผู้ค้า และกำลังได้กำไรดีงาม อยู่ดีๆเครื่องจักรพัง ทำให้การผลิตหยุดชะงัก ยังไม่พอนะครับพอไปตรวจสอบความเสียหายเครื่องจักรเกิดการพังแบบรุนแรงใช้เวลาซ่อมนาน ไม่พออาจจะต้องรอของอีกหลายเดือน คำถามคือ แล้วโรงงานจะสูญเสียโอกาสการผลิต และขาดทุนทางธุรกิจเท่าไหร่ครับ ? มากมายนับไม่ถ้วนเลยใช่มั้ยครับ
ดังนั้นการวางแผนซ่อมบำรุงที่ดีจึงเป็นคำตอบที่สำคัญในการแก้ปัญหาครั้งนี้นะครับ ซึ่งเพื่อนๆสามารถกลับไปอ่านเรื่อง งานซ่อมบำรุงได้ตามลิ้งค์ด้านล่างเลยนะครับ

ซึ่งการวัดความสั่นสะเทือนเครื่องจักร ถือเป็นหนึ่งในแผนงานซ่อมบำรุงแบบเฝ้าระวัง หรือ Condition base Maintenance ซึ่งโปรแกรมนี้เป็นโปรแกรม
ในการตรวจสุขภาพเครื่องจักรด้วยรอบระยะเวลาที่เหมาะสม ซึ่งจะทำให้เรารู้ว่าสุขภาพของเครื่องจักรแต่ละตัวเป็นอย่างไรบ้าง ซึ่งเมื่อเริ่มมีความผิดปกติ
เราก็สามารถที่จะวางแผนในการเตรียมของ เตรียมงาน เพื่อการซ่อมบำรุง รวมถึงเราอาจจะซ่อมบำรุงเครื่องจักรแบบเล็กน้อย เพราะว่าเครื่องจักรยังไม่เป็นอะไรมากอีกด้วยครับ
ดังนั้นประโยชน์หลักๆ คือ
สามารถตรวจจับความผิดปกติได้อย่างรวดเร็ว (Early detection)
ลดต้นทุนในงานซ่อมบำรุง (Reduce maintenance cost)
ลดระยะเวลาในการซ่อมบำรุง และยืดอายุการใช้งานเครื่องจักร (Minimize downtime and increase MTBF)
เพิ่มประสิทธิภาพในการผลิตในโรงงาน ความปลอดภัย และตัวธุรกิจเอง (Improve operational, safety and reliability)
การวัดการสั่นสะเทือนในยุค Digital disruption
เนื่องจากยุคนี้เป็นยุคที่เทคโนโลยี และ IoT (Internet of Things) เข้ามามีบทบาท แต่เดิมที่ต้องใช้คนเข้าไปวัดทุกๆรอบระยะเวลา อาจจะไม่จำเป็นเหมือนเมื่อก่อนแล้ว
ซึ่งการนำพาของระบบ IoT สามารถทำการพัฒนาได้เป็น Real time vibration monitoring ได้โดยการเชื่อมโยงระบบ Vibration monitoring เป็นส่วนหนึ่งของระบบในโรงงานอุตสาหกรรม
โดยการติด Vibration sensor และใช้การส่งข้อมูลแบบไร้สาย (Wireless solution) ในการส่งข้อมูลขึ้น Gateway และมาแสดงผลใน Local Panel หรือ Monitor ต่างๆ ทั้งยังสามารถเก็บข้อมูลคุณภาพของเครื่องจักรไว้เพื่อวิเคราะห์ปัญหาต่อไปได้ในอนาคตอีกด้วยนะครับ
ซึ่งเมื่อเครื่องจักรมีค่าการสั่นสะเทือนที่เกินมาตราฐานที่ทางโรงงานกำหนดไว้ ก็จะแจ้งเตือน หรือส่งสัญญาณ Alarm มาที่ User ที่กำหนดไว้ไม่ว่าจะเป็นฝ่ายผลิต, หน่วยงานซ่อมบำรุงรักษา หรือแม้แต่ตัววิศวกรเอง
ทำให้ระบบนี้สามารถเพิ่มประสิทธิภาพในการทำ Condition Based Maintenance เป็นหลายเท่าตัวอีกด้วยครับ
แล้วพบกับสาระความรู้ทางด้านงานช่าง และงานวิศวกรรมได้ในโพสต์ถัดๆไปนะครับ หรือสามารถตามสื่อตามๆของเราด้านล่างเลยนะครับ
Website: www.naichangmashare.com
Blockdit : https://www.blockdit.com/naichangmashare
Instragram: https://www.instagram.com/naichangmashare/
Twitter: https://twitter.com/naichangmashare
#นายช่างมาแชร์
#Vibration
โฆษณา
- ดาวน์โหลดแอปพลิเคชัน
- © 2026 Blockdit

